これからはんだ付けを始める方へ ~ソフトウェア屋が初めてはんだ付けをやってみた~ 第3回:良いはんだ付け、最適な温度、フラックス
公開日:2026.07.03 更新日:2026.07.03
はんだ付けに興味のある方、こんにちは! お久しぶりです。MOZUです。
前回の第2回からまた時間が空いてしまいましたが、皆様いかがお過ごしでしょうか。
最近は物価高で新品の値段が爆上がり・・・
必要な機材はジャンク品を修理して揃えている今日この頃です。
さて、前回「次回こそは温度の話とフラックスについて書く!」と宣言しましたので、第3回となる今回は、
「良いはんだ付けと悪いはんだ付けの違い」「なぜ温度が重要なのか(350℃の理由)」、そして「フラックス」について解説していこうと思います!
必要な道具
はんだはんだこて←「第1回」をご覧くださいはんだこて台はんだこて先はんだ吸い取り線・はんだ吸い取り器←「第2回」をご覧ください- フラックス ★今回ここ
第1回と第2回見ていない方はこちらから
第1回URL:
第2回URL:
~「良い」はんだ付けと「悪い」はんだ付けの違い~
まずは、はんだ付けの良し悪しについてです。 「とりあえず、はんだがくっついていればOKでしょ?」と思うかもしれませんが、実はそうではありません。
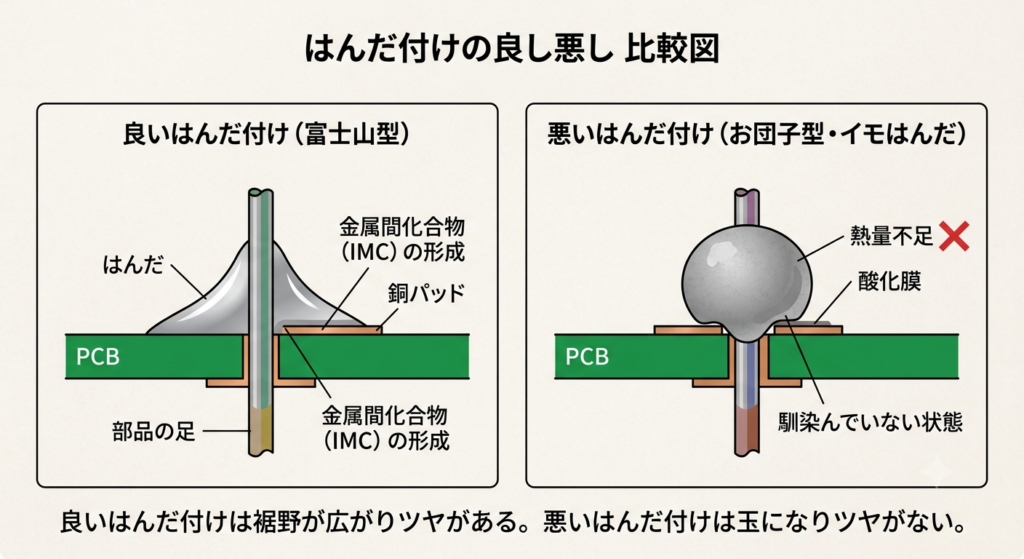
・良いはんだ付け
表面がツヤツヤ(光沢がある)していて、富士山のようなキレイな裾野を描く形になっている状態です。
はんだが基板のパッド(銀色の丸い部分)と部品の足(リード線)の両方にしっかりと馴染んでいる証拠です。
・悪いはんだ付け(イモはんだ・テンプラはんだ)
逆に、はんだの表面がボソボソでツヤがなかったり、丸くボールのように玉になってしまっている状態はNGです。
これは「イモはんだ」や「テンプラはんだ」と呼ばれ、一見くっついているように見えても、実は内部で電気が通っていなかったり、少しの衝撃でポロっと取れてしまったりします。
ソフトウェア屋の言葉で言えば、コンパイルは通ったけど実行時にエラーが出るようなものです。一番厄介です。
~なぜ最適な温度は「350℃」なのか?~
第1回から引っ張り続けてきた「温度」のお話です。 なぜ、はんだ付けには350℃が最適だと言われているのでしょうか。
鉛入りはんだの融点(溶ける温度)は約183℃、鉛フリーはんだでも約217℃です。 「じゃあ250℃くらいで十分溶けるのでは?」と思うかもしれませんが、
はんだこてを部品や基板に当てた瞬間、熱が金属側に逃げてしまい、こて先の温度がガクッと下がってしまいます。
温度が下がりすぎると、はんだがうまく溶けずに先ほどの「イモはんだ」になってしまうのです。
逆に400℃以上の高すぎる温度にするとどうなるか? はんだの中に含まれている「ヤニ(フラックス成分)」が一瞬で蒸発・焦げてしまい、はんだがドロドロになって酸化してしまいます。最悪、基板や電子部品自体を熱で破壊してしまう恐れもあります。 つまり、「こてを当てた瞬間に温度が下がる分を考慮しつつ、ヤニが焦げず、部品を壊さないギリギリの温度」が 約350℃(状況によって320〜360℃程度) というわけです。 第1回で「温調式はんだこて」を圧倒的にオススメした理由は、この「ちょうどいい温度を自動でキープしてくれるから」です。
~フラックスとは~
最後にぜひ紹介したいのが、はんだ付けがとても楽になる魔法の液体「フラックス」です。
必要な道具に記載した最後の道具です。
フラックスとは、はんだ付けを促進するための「松脂(まつやに)」などを主成分とした薬品です。
実は、普段使っている糸状のはんだの中にも最初からフラックスが含まれているのですが、作業に少し手間取ったり、一度つけたはんだをやり直そうとしたりすると、熱で中のフラックスが蒸発して無くなってしまいます。
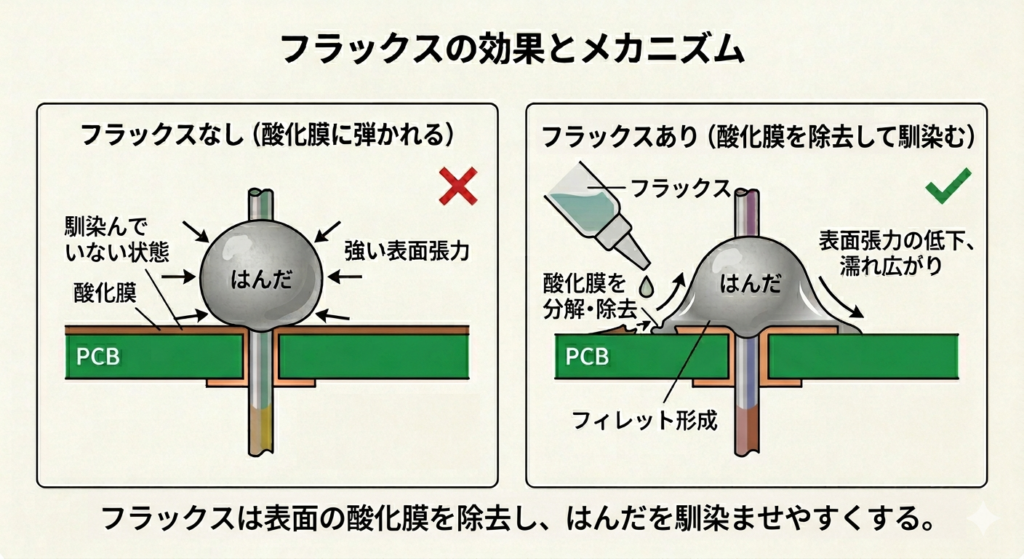
フラックスが無い状態ではんだに熱を加えると、表面がすぐに酸化して膜を張り、いくら温めてもスライムのようにドロドロで基板に馴染まなくなります。
そんな時に、上からこの「フラックス」をサッと塗ってからこてを当てると「スッ」とはんだのツヤが戻り、キレイな富士山型に広がってくれます!
~主なフラックスの種類~
| 種類 | 画像 URL | 説明 |
|---|---|---|
| ペンタイプ |  https://akizukidenshi.com/catalog/g/g131503/ | マーカーペンのようになっていて扱いやすく、初心者におすすめ。ピンポイントで塗れます。 |
| ハケ付きボトルタイプ |  https://akizukidenshi.com/catalog/g/g131505/ | マニキュアのような形状。広範囲に塗りたい時や、頻繁に使う人向け。 |
はんだ付けがうまくいかない、ツヤが出ない、ダマになってしまう……と悩んでいる方は、こての温度を見直すのと同時に、ぜひ「フラックス」を追加で塗ってみてください。劇的に成功率が上がります。
注意点!
フラックスが最後の道具と記載しましたが、もう一つ重要なものが残っていました。それは、無水エタノールです! フラックス使用後(※)は必ず無水エタノールなどでフラックスを除去してください。
フラックスの残渣は金属基板などの腐食が早まってしまいます。
※ヤニ入りはんだを使っている場合も同様
まとめ
というわけで、今回は少し短くなってしまいましたが第1回~第3回にわたり「はんだ付け」の基礎と道具についてお送りしてきました。
ソフトウェア屋の私が、業務をきっかけに軽い気持ちで足を踏み入れた電子工作の沼ですが、道具を揃え、ちょっとしたコツを掴むだけで、見違えるように楽しくなりました。
趣味レベルでも役立つ技術ですので、是非皆さんもはんだ沼に足を踏み入れてみてください。
あとがき
次回は実際に何か修理してみようと思います!
関連記事
-
【DXライブラリ】#1.ゲームの基本構造とひな形プログラムの作成【ゲームプログラミング】
はじめまして、25年4月に入社したR-Kです!よろしくお願いします! さて、私は学生時代にプ...
公開日:2026.01.30 更新日:2026.01.30
tag : ゲームプログラミング
-
これからはんだ付けを始める方へ ~ソフトウェア屋が初めてはんだ付けをやってみた~ 第1回:はんだ、はんだごて
私自身、ソフトウェア屋ということではんだ付けとは無縁の業務を行ってきましたが、最近ラズベリー...
公開日:2024.10.18 更新日:2024.10.18
-
2021年度新卒社員が入社後から現在まで、1年間の自身の経験を振り返ってみた。新入社員MOZUの場合。~後編~
こんにちは、2021年度に新卒で入社したMOZUです。前回は、入社後の研修~最初のプロジェク...
公開日:2022.08.26 更新日:2022.09.01
-
2021年度新卒社員が入社後から現在まで、1年間の自身の経験を振り返ってみた。新入社員MOZUの場合。~前編~
初めまして。2021年度に新卒で入社したMOZUです。 今回は、私が入社してから1年で行った...
公開日:2022.07.08 更新日:2022.07.08
-
ITエンジニアにおすすめの本・Webサイト・アプリ – 2023
「新人向けに限らず、『ITエンジニアにおすすめ』」 という観点で、過去に読んでためになった・...
公開日:2023.05.19 更新日:2023.05.26
-
初めまして!2023年4月に新卒で入社したINGKです。これから、入社してから現在までの経験...
公開日:2024.06.14 更新日:2024.06.14